

Peritoninės dializės tirpalo (CAPD) gamybos linija




MūsųPeritoninės dializės tirpalo gamybos linija, kompaktiškos konstrukcijos, užima mažą vietą. Įvairius duomenis, tokius kaip temperatūra, laikas, slėgis, galima reguliuoti ir išsaugoti suvirinimui, spausdinimui, pildymui, CIP ir SIP, pvz., temperatūrą, laiką, slėgį, taip pat galima atspausdinti pagal poreikį. Pagrindinė pavara sujungta servovarikliu su sinchroniniu diržu, tiksli padėtis. Pažangus masės srauto matuoklis užtikrina tikslų pildymą, tūrį galima lengvai reguliuoti žmogaus ir mašinos sąsaja.
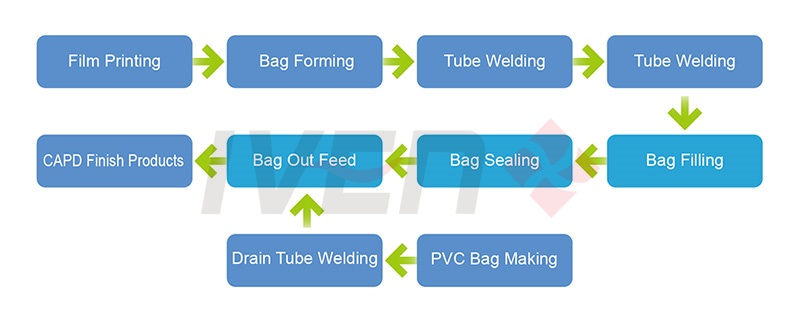
CAPD tirpalo maišelių spausdinimui, formavimui, užpildymui ir sandarinimui, vamzdžių suvirinimui, PVC maišelių gamybos mašinai.

Periferinis suvirinimas su dviguba atvira liejimo struktūra ir svyravimo liejimo forma turi aušinimo plokštę, kad svyravimo liejimo temperatūra būtų tokia pati, ir užtikrina, kad liejimo proceso metu ir stabdant įranga nekepintų karštos membraninės medžiagos; pagerinta produkto kokybė.
Šildymo vamzdis ir termoelementas pagaminti iš aliuminio lydinio kaitinimo plokštės, todėl šildymas ir šilumos perdavimas yra vienodi, temperatūros reguliavimas yra tikslus, sumažėja šilumos nuostoliai, nerodoma tikroji temperatūra, o rodoma temperatūra nėra vienoda, kad būtų užtikrintas suvirinimo tinkamumo greitis.
100 % plėvelės panaudojimas, nėra jokių nereikalingų kraštų tarp maišų ir grupių.
Formavimo forma yra specialiai sukurta. Paskutinis suformuotas pirmosios grupės maišelis bus perpjaunamas kartu su pirmuoju suformuotu antrosios grupės maišeliu. Tai puikiai tinka plėvelės tempimui tempiant maišelius. Tik viena sistema gali garantuoti, kad plėvelės ir maišelio tempimas bus atliekami sinchroniškai. (Garantuojamas tas pats įtempimo plėvelės ilgis kiekvieną kartą tarp kiekvienos grupės, t. y. nėra krašto nuokrypių tarp skirtingų grupių – vietinis gamintojas turi krašto nuokrypius tarp kiekvienos grupės.)
Keičiant skirtingų specifikacijų gaminių formas, reikia keisti tik viršutinę formą, apatinė yra reguliuojama bendroji forma, kuri gali labai sutaupyti keitimo derinimo laiką. Formavimo forma gaminama iš specialių medžiagų ir specialiu specialių formų gamintojų procesu, užtikrinant, kad nebūtų žymių, siekiant 100 milijonų maišų kokybės ir tarnavimo laiko.
Atsižvelgiant į plastiko suvirinimo ypatybes, šaltasis suvirinimas turėtų būti atliekamas iš karto po dviejų aukštoje temperatūroje suvirintų dalių. Tai užtikrina plastiko suvirinimo tvirtumą ir gerą išvaizdą. Todėl antrosios suvirinimo angos turi būti šaltojo suvirinimo, o suvirinimo temperatūra turi būti lygi faktinei aušinimo vandens temperatūrai (15–25 °C), o laikas ir slėgis yra reguliuojami.
Patentuoto dizaino atliekų kraštų šalinimo stotis yra paprasta ir patikima, jos pralaidumo greitis siekia iki 99 % ir daugiau. Viršutiniai ir apatiniai kreipiamieji strypai suspaudžia atliekų plėvelę po maišo suformavimo ir ją suplėšo kreipiamuoju cilindru, kad užbaigtų maišo formavimą. Trikampio formos atliekų kraštas surenkamas specialiu įtaisu. Automatinė atliekų kraštų šalinimo stotis gali ne tik sumažinti neigiamą dirbtinio plėšymo poveikį, bet ir užtikrinti gražią maišo formą.
Priimkite E + H masės srauto matuoklio matavimą ir aukšto slėgio užpildymo sistemą.
Dažnio valdymo siurblys valdo slėgį, vamzdynui prijungti naudokite aukšto slėgio atsparų medicininį silikoninį vamzdį, lengva priežiūra, nereikia valyti negyvos vietos.
Didelis užpildymo tikslumas, nėra maišelio ir nėra kvalifikuoto maišelio, nėra užpildymo.
Pripildymo galvutės naudoja patentuotą lygaus paviršiaus sandarinimo technologiją, neliečia angų sienelių, todėl nėra trinties, dėl kurios susidarytų dalelės; tai taip pat padeda išvengti tirpalo perpildymo, kurį sukelia angų dydžio pasikeitimas, dėl kurio angos atsidaro su užpildymo galvutėmis.
Jame naudojamas pažangus PLC valdymas ir integruotas vožtuvų terminalo metodas, paprasta grandinė, greita veikimo reakcija, saugus ir patikimas veikimas. Užpildymo dalis yra integruota su sandarinimo dalimi į vieną įrenginį, jai tereikia vienos elektrinės valdymo sistemos ir vieno žmogaus ir mašinos sąsajos valdymo bloko; sumažėja bent vieno operatoriaus skaičius, išvengiama tokių trūkumų kaip dviejų operatorių nesuderinamumas ir padidėja įrangos saugumas bei patikimumas.
Jutiklinis ekranas tiksliai valdo visą temperatūros valdymą. Ypač nedideli paleidimo ir stabdymo momentų svyravimai, tolerancija gali būti ±1 ℃.
Spausdinimo skydelis ant aliuminio plokštės montuojamas nerūdijančio plieno varžtais, kad po ilgalaikio naudojimo skylės sriegis neatsilaisvintų.
Plėvelės ritinėlis yra vienodai įtemptas iš 4 pusių, kad būtų užtikrintas plėvelės įtempimas ir sklandus sukimasis. Plėvelės ritinėlio kairė ir dešinė pusės yra fiksuotos reguliuojama padėties nustatymo plokšte, kad būtų užtikrintas padavimo greitis ir tikslumas.
Išankstinio pašildymo ir terminio sandarinimo stotyse naudojamas spyruoklinis adatinis zondas, skirtas pelėsio temperatūrai nustatyti, patogus montavimas ir išmontavimas, nesunku sulaužyti, tolerancija ± 0,5 ℃.
Pakeiskite sandarinimo padėties nustatymo būdą, kad apsaugotumėte cilindrą ir išvengtumėte ilgalaikio jo įkaitimo.
Profesionalus išorinis laidų išdėstymas, atskirkite laidą pagal skirtingas klasifikacijas, užtikrinkite gerą išvaizdą ir patogią priežiūrą.
Pritvirtinkite apatinę formą, bet palikite aušinimo plokštę, kad apsaugotumėte plėvelę, kai mašina išsijungia.
Aplinkinis šilumos sandarinimas priima specialų pelėsį, viršutinės formos aušinimo plokštę sumontuokite su spyruokle.
Įdiekite automatinę padavimo sistemą, kad išspręstumėte blokavimo ir užstrigimo problemą ir sumažintumėte darbo intensyvumą. Įdiekite joninio vėjo valymo ir regeneravimo įrenginį, kad padidintumėte produkto skaidrumą.



